Imagine a factory that produces thousands of metal bolts every day. The manager checks whether the bolts meet the required size limits. Sometimes the bolts are perfect, but sometimes they are slightly bigger or smaller than the allowed tolerance. To understand how well the production process works, quality engineers use statistical measures such as CP and CPK. These measurements help determine how capable a process is of producing items within the required limits.
The difference between CP and CPK is an important concept in quality management and manufacturing. Many engineers, students, and quality control professionals study the difference between CP and CPK to evaluate production efficiency. While both CP and CPK measure process capability, they focus on slightly different aspects of process performance.
Understanding the difference between CP and CPK helps businesses maintain high product quality and reduce defects. In fact, learning the difference between CP and CPK can help learners and experts better interpret statistical data and improve production processes.
Key Difference Between the Both
The key difference between CP and CPK lies in how they measure process capability.
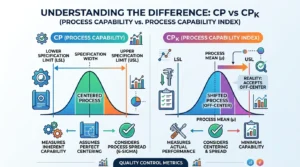
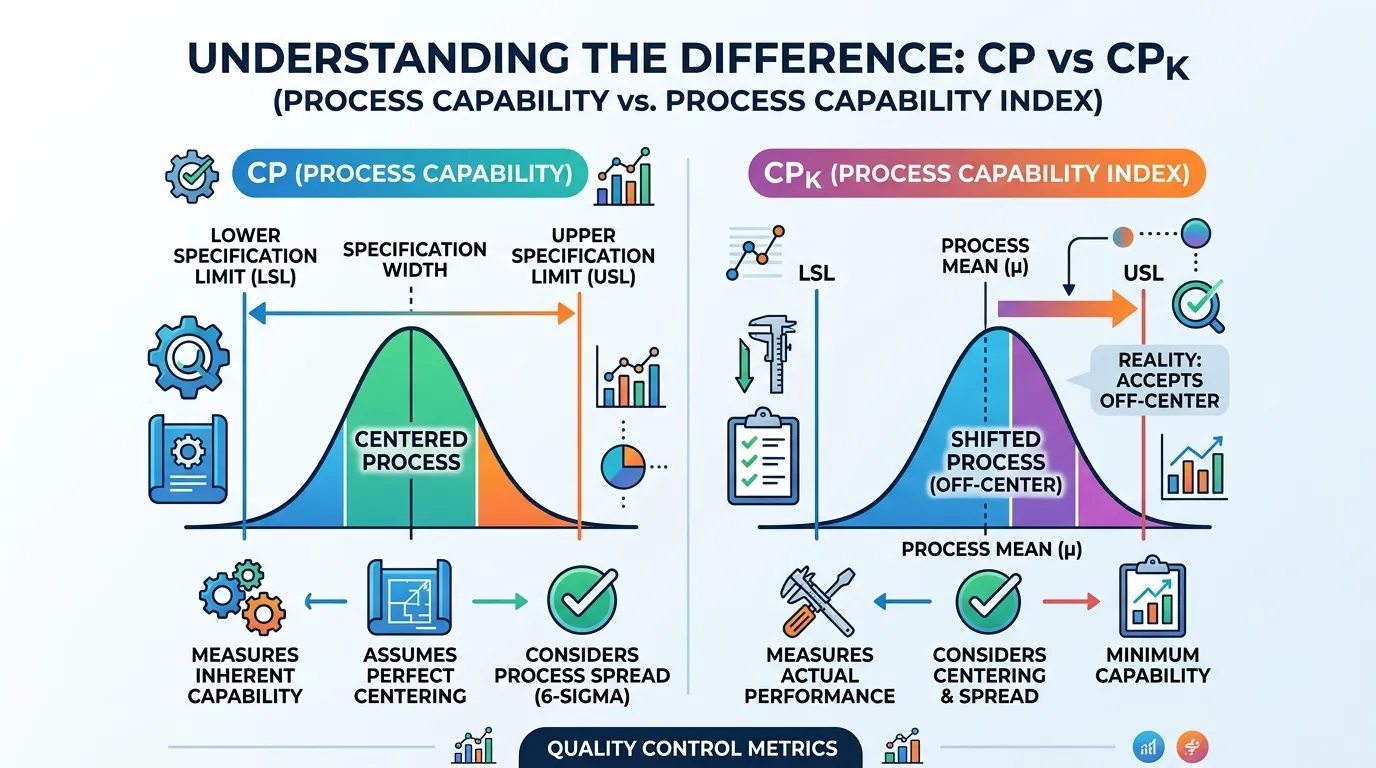
CP (Process Capability) measures the potential capability of a process assuming it is perfectly centered between the specification limits.
CPK (Process Capability Index) measures the actual capability of the process by considering how centered the process mean is within the specification limits.
In simple terms, CP assumes the process is centered, while CPK checks whether the process is truly centered and producing within limits.
Why Is Their Difference Necessary to Know for Learners and Experts?
Understanding the difference between CP and CPK is crucial in industries that rely on precise measurements such as manufacturing, engineering, pharmaceuticals, and automotive production.
For learners, studying CP and CPK builds a foundation in statistical quality control. These measures teach how variation affects product quality and help students understand real-world production challenges.
For experts and professionals, knowing the difference between CP and CPK allows them to monitor production efficiency, reduce defects, and maintain consistent product standards. Businesses rely on these metrics to ensure customer satisfaction and regulatory compliance.
In modern society, where quality and precision matter, CP and CPK play a major role in maintaining high manufacturing standards and improving operational performance.
Pronunciation of Both (US & UK)
| Term | US Pronunciation | UK Pronunciation |
| CP | /siː piː/ | /siː piː/ |
| CPK | /siː piː keɪ/ | /siː piː keɪ/ |
Understanding the pronunciation helps learners communicate technical terms clearly in professional discussions. Now that the basic sounds of the terms are clear, let’s explore the detailed difference between CP and CPK.
Difference Between the Keywords
1. Definition
CP measures the potential capability of a process assuming perfect centering.
Example 1: A machine that cuts rods consistently within limits shows high CP.
Example 2: A stable printing machine producing consistent page sizes reflects high CP.
CPK measures actual process capability by considering how centered the process mean is.
Example 1: If the rod-cutting machine drifts slightly off-center, CPK detects the problem.
Example 2: If page sizes shift slightly larger, CPK reveals the deviation.
2. Focus
CP focuses on process spread relative to specification limits.
Example 1: Measuring variation in screw diameter.
Example 2: Evaluating thickness variation in glass sheets.
CPK focuses on both spread and process centering.
Example 1: Checking if screw diameter stays centered within tolerance.
Example 2: Detecting whether glass thickness drifts toward one limit.
3. Process Centering
CP assumes the process is perfectly centered.
Example 1: A machine producing bottle caps equally within limits.
Example 2: A packaging machine filling identical weights.
CPK evaluates whether the process is actually centered.
Example 1: Bottle caps slightly larger than target size.
Example 2: Packages slightly underfilled.
4. Practical Use
CP is often used for theoretical capability evaluation.
Example 1: Initial process design analysis.
Example 2: Early stage manufacturing planning.
CPK is used for real-world process monitoring.
Example 1: Quality inspection reports.
Example 2: Continuous production monitoring.
5. Accuracy in Real Processes
CP may overestimate capability if the process is off-center.
Example 1: A machine appears capable but produces borderline parts.
Example 2: A packaging process seems stable but shifts slowly.
CPK provides a more realistic measurement.
Example 1: Detects drift in product weight.
Example 2: Reveals variation in component length.
6. Statistical Meaning
CP measures potential performance.
Example 1: Ideal production environment.
Example 2: Perfectly controlled process.
CPK measures actual performance.
Example 1: Real factory conditions.
Example 2: Day-to-day process variation.
7. Use in Quality Control
CP is mainly used during process capability studies.
Example 1: Testing a new manufacturing system.
Example 2: Evaluating machine capability.
CPK is used during routine quality monitoring.
Example 1: Monthly production analysis.
Example 2: Quality audit reporting.
8. Sensitivity to Mean Shift
CP does not detect process mean shift.
Example 1: Machine drift unnoticed.
Example 2: Slight production bias ignored.
CPK detects mean shifts.
Example 1: Product dimension moving toward upper limit.
Example 2: Packaging weight drifting downward.
9. Industry Usage
CP is used for planning and theoretical analysis.
Example 1: Designing production lines.
Example 2: Evaluating machine capacity.
CPK is widely used in operational quality control.
Example 1: Automotive manufacturing.
Example 2: Electronics production.
10. Decision Making
CP helps determine if a process could meet specifications.
Example 1: Planning quality improvements.
Example 2: Predicting production capability.
CPK helps determine if a process is actually meeting specifications.
Example 1: Deciding whether to adjust machines.
Example 2: Identifying production defects.
Nature and Behaviour of Both
CP represents the theoretical potential of a process. It focuses on the range of variation without considering whether the process average is correctly positioned. It behaves like a predictive indicator of process design quality.
CPK, on the other hand, reflects the real behavior of the process. It takes into account both variation and centering. If the process drifts toward one specification limit, CPK decreases even if CP remains high.
Why People Are Confused About Their Use?
Many learners confuse CP and CPK because both measure process capability and use similar formulas. They often appear together in quality reports, which makes them seem interchangeable.
| Feature | CP | CPK |
| Meaning | Potential process capability | Actual process capability |
| Process Centering | Assumes centered | Checks centering |
| Accuracy | Theoretical | Realistic |
| Detects Mean Shift | No | Yes |
| Main Use | Capability study | Quality monitoring |
Which Is Better in What Situation?
CP is better when engineers want to evaluate the potential capability of a newly designed process. It helps determine whether the process design itself is capable of meeting specification limits under ideal conditions.
CPK is better when analyzing the actual performance of a running process. Because it considers process centering and real variation, it provides a more accurate picture of quality performance in day-to-day production.
How the Keywords Are Used in Metaphors and Similes
Although CP and CPK are technical terms, they can be used metaphorically in professional discussions.
Example metaphors:
- “Our team’s performance has a high CP, but the CPK shows we need better focus.”
- “The project plan looked perfect on paper like a strong CP, but execution revealed the CPK issues.”
These metaphors illustrate the difference between potential ability and real performance.
Connotative Meaning of Both Keywords
CP – Neutral / Positive
CP usually carries a neutral or positive meaning because it indicates potential capability.
Examples:
- “The new machine shows excellent CP.”
- “High CP suggests a strong production design.”
CPK – Practical / Evaluative
CPK often reflects real-world evaluation.
Examples:
- “The process CPK dropped due to machine drift.”
- “A high CPK shows excellent process control.”
Idioms or Proverbs Related to the Words
Since CP and CPK are technical terms, direct idioms are rare, but similar ideas appear in common sayings.
1. Practice what you preach
Example:
“The factory’s CP looked perfect, but the CPK reminded them to practice what they preach.”
2. The proof is in the pudding
Example:
“A high CP looked promising, but the real proof was the CPK value.”
Works in Literature Featuring the Keywords
Although rare in mainstream literature, CP and CPK appear in technical and academic works:
- Statistical Quality Control — Douglas Montgomery — Quality Engineering — 2009
- Introduction to Statistical Quality Control — Douglas Montgomery — Engineering — 2012
- Quality Control and Industrial Statistics — Acheson Duncan — Industrial Statistics — 1986
Movie Names Made on Keywords
There are currently no mainstream movies specifically named after CP or CPK because they are specialized statistical terms used mainly in engineering and manufacturing contexts.
Frequently Asked Questions
1. What does CP mean in quality control?
CP stands for Process Capability, which measures the potential ability of a process to meet specification limits.
2. What does CPK represent?
CPK represents Process Capability Index, which measures the actual performance of a process considering centering.
3. Why is CPK usually smaller than CP?
Because CPK accounts for process shifts or off-center distributions.
4. What is considered a good CPK value?
In many industries, a CPK value of 1.33 or higher is considered acceptable.
5. Can CP be high while CPK is low?
Yes. This happens when a process has low variation but is not centered within the specification limits.
How Both Are Useful for Surroundings
CP and CPK contribute to improving manufacturing quality, reducing waste, and ensuring reliable products. These metrics help industries produce safer medical equipment, reliable vehicles, and high-quality consumer goods.
They also support sustainable production by reducing defective products and minimizing material waste.
Final Words for Both
CP and CPK are essential tools in statistical quality control. While CP measures potential capability, CPK reveals actual performance. Together, they provide a complete understanding of process behavior.
Professionals who understand cp vs cpk can identify production problems quickly and improve process stability.
Conclusion
The difference between CP and CPK is fundamental in quality management and statistical process control. CP evaluates the potential capability of a process assuming perfect centering, while CPK measures the real capability by considering how centered the process mean actually is. Understanding cp vs cpk helps engineers, managers, and students interpret production data more accurately. Businesses rely on these indicators to maintain product consistency and meet strict quality standards. By learning the difference between CP and CPK, organizations can identify inefficiencies, improve manufacturing processes, and deliver better products to customers. In today’s competitive industrial environment, mastering these concepts is essential for both learners and professionals.

I am content creator and comparison blogger focused on analyzing key differences between terms, concepts, and ideas to deliver accurate, easy-to-understand information. So I decided to create a platform where these differences are explained in the simplest way possible.